
 全国服务热线
全国服务热线

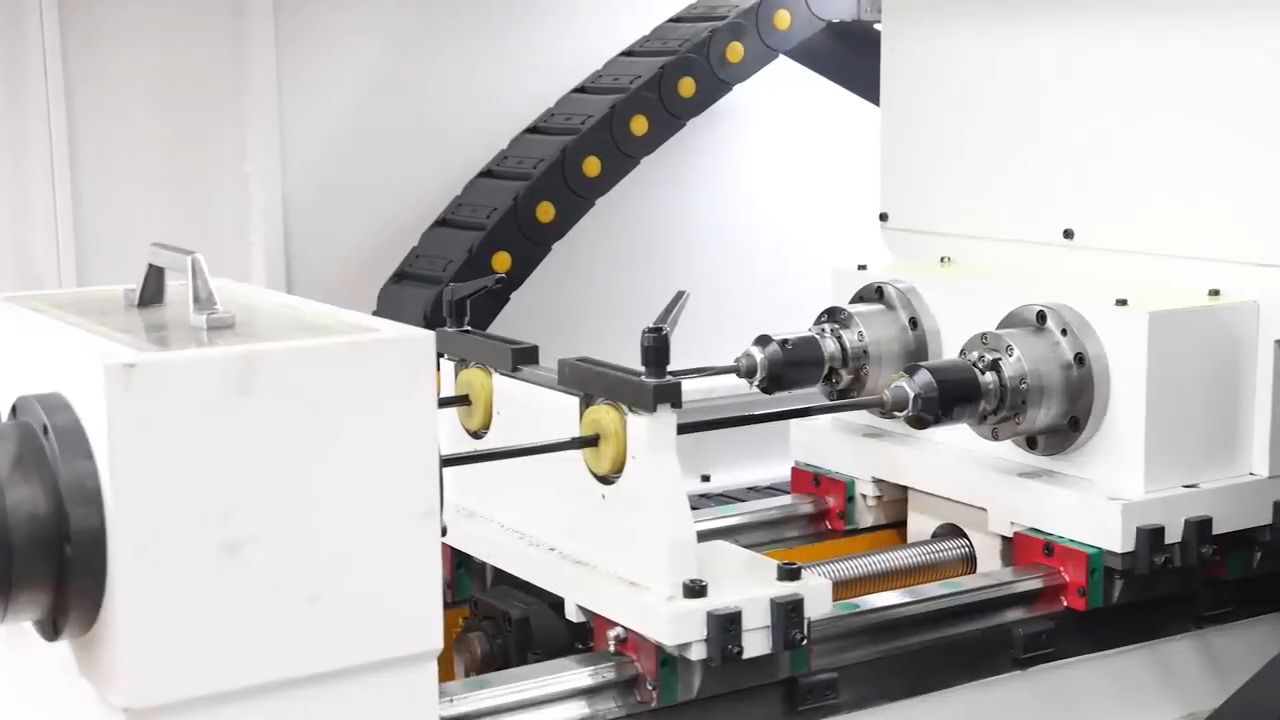


ZK2102X2-500 数控深孔钻床
一、产品简介
ZK2102X2-500 数控深孔钻床是一款面向小孔径、高精度深孔钻削加工的数控枪钻设备。机床采用枪钻外排屑加工工艺,适用于具有坐标孔分布的工件及中小型轴类零件深孔钻削,可实现工件旋转、刀具反向旋转并进给的加工方式。
该设备主轴头数为双头,钻孔直径范围为 Φ2~Φ20mm,最大钻孔深度 500mm,配备西门子 808D 数控系统,适合小直径深孔零件的稳定批量加工。相比普通钻、扩、铰组合工艺,枪钻加工可通过一次钻削获得较好的孔直线性、尺寸精度和表面粗糙度。
ZK2102X2-500 数控深孔钻床适用于对加工效率、孔偏斜控制、孔径精度和加工稳定性要求较高的客户,广泛服务于机械制造、精密轴类零件、汽车零部件、液压气动元件、模具及专用零件加工行业。
二、核心卖点
序号 | 卖点 | 说明 |
1 | 小孔径深孔加工 | 适合 Φ2~Φ20mm 小孔深孔钻削,最大钻深 500mm,适用于小直径、长径比深孔零件。 |
2 | 双头加工效率更高 | 机床主轴头数为双头,可提升批量加工效率,适合重复性零件生产。 |
3 | 枪钻外排屑工艺 | 采用枪钻法加工,切削液高压进入切削区,铁屑随切削液排出,有利于孔直线性与表面质量控制。 |
4 | 西门子 808D 数控系统 | 可编程设定转速、进给、加工深度等参数,操作直观,适合稳定批量生产。 |
5 | 高压冷却过滤系统 | 配备高压泵组、自动排屑、油温控制和网式/纸质过滤系统,为深孔加工提供洁净稳定切削液。 |
6 | 全防护结构 | 主机标配全防护,减少油液飞溅,便于现场清洁和安全操作。 |
三、适用加工对象
本机床适用于中小型轴类零件、小孔深孔零件、带坐标孔分布的工件以及需要高孔直线性和稳定孔径精度的产品加工。
· 加工对象:轴类零件、坐标孔分布工件、小孔深孔零件。
· 典型材料:碳钢、合金钢、不锈钢、铝合金、铜件等。
· 典型行业:汽车零部件、机械制造、液压气动、模具加工、精密零件加工、专机配套。
· 孔型能力:可加工盲孔和通孔,具体工艺需根据工件材质、孔径、深度和精度要求确定。
四、主要技术参数
序号 | 技术项目 | 参数 |
1 | 机床型号 | ZK2102X2-500 |
2 | 机床名称 | 数控深孔钻床 / 小孔双头枪钻 |
3 | 加工工艺 | 枪钻外排屑加工工艺 |
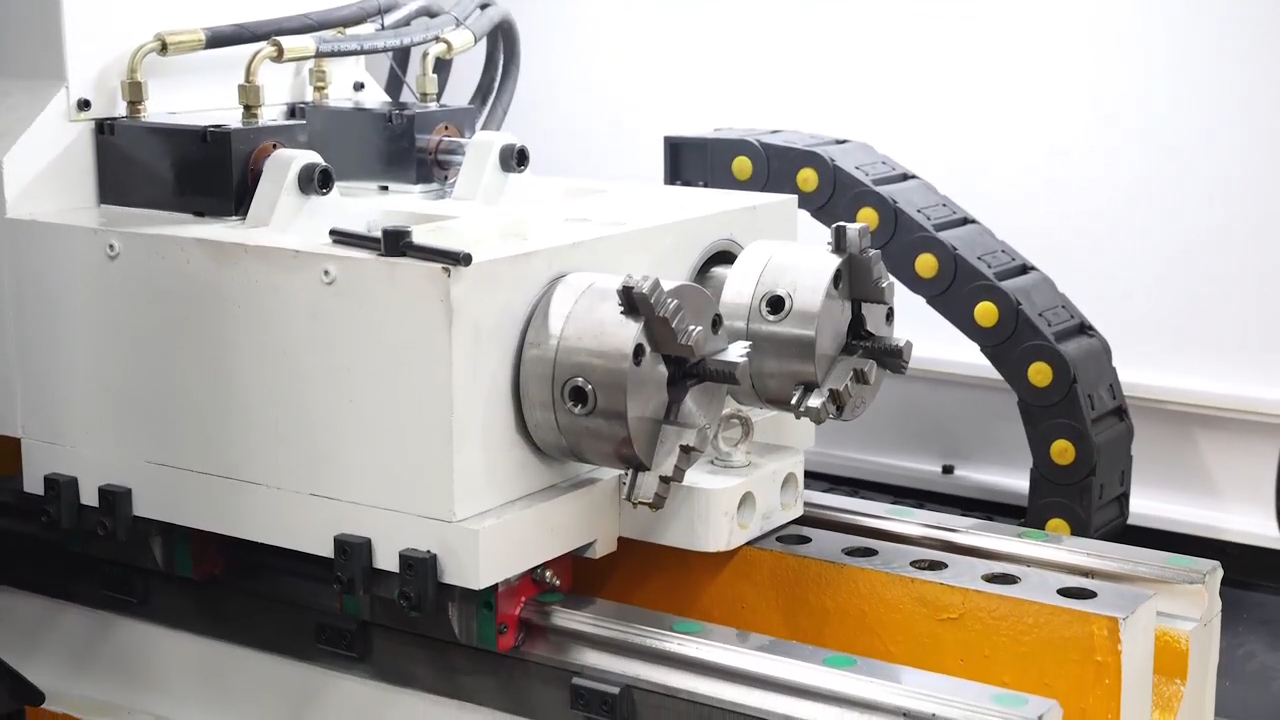
4 | 主轴头数 | 双头 |
5 | 工件顶紧方式 | 液压顶紧 |
6 | 钻孔直径范围 | Φ2~Φ20mm |
7 | 钻孔最大深度 | 500mm |
8 | 孔偏斜度 | 0.2mm / 500mm |
9 | 孔径精度 | IT7~IT11 |
10 | 表面粗糙度 | Ra0.8~3.2μm |
11 | Z 轴进给速度范围 | 5~500mm/min,绝对值电机 |
12 | Z 轴快速移动速度 | 5000mm/min |
13 | 进给电机扭矩 | 15Nm,绝对值电机 |
14 | Z 轴最高转速 | 1500r/min |
15 | 钻杆箱主电机功率 | 3.7kW 主轴电机 |
16 | 主轴最高转速 | 7000r/min |
17 | 工件箱最高转速 | 100r/min,减速电机 |
18 | 工件箱电机功率 | 2.2kW |
19 | 工作台尺寸 | 950mm × 400mm(X 向 × Z 向) |
20 | 工作台承重 | 0.5 吨 |
21 | 钻孔长径比 | ≤100(一般情况下) |
22 | 机床总功率 | 约 22kW |
23 | 占地面积 | 2500mm × 2000mm(长 × 宽) |
24 | 机床总重量 | 约 4 吨 |
25 | 冷却系统最大压力 | 20MPa,可调 |
26 | 冷却系统最大流量 | 100L/min,可调 |
27 | 数控系统 | 西门子 808D 数控系统 |
五、机床结构与功能说明
床体与工作台
床体、箱体等基础件采用优质树脂砂铸铁铸造。床头箱滑台尺寸为 950mm × 400mm,整体结构紧凑,适合小孔深孔加工工况。
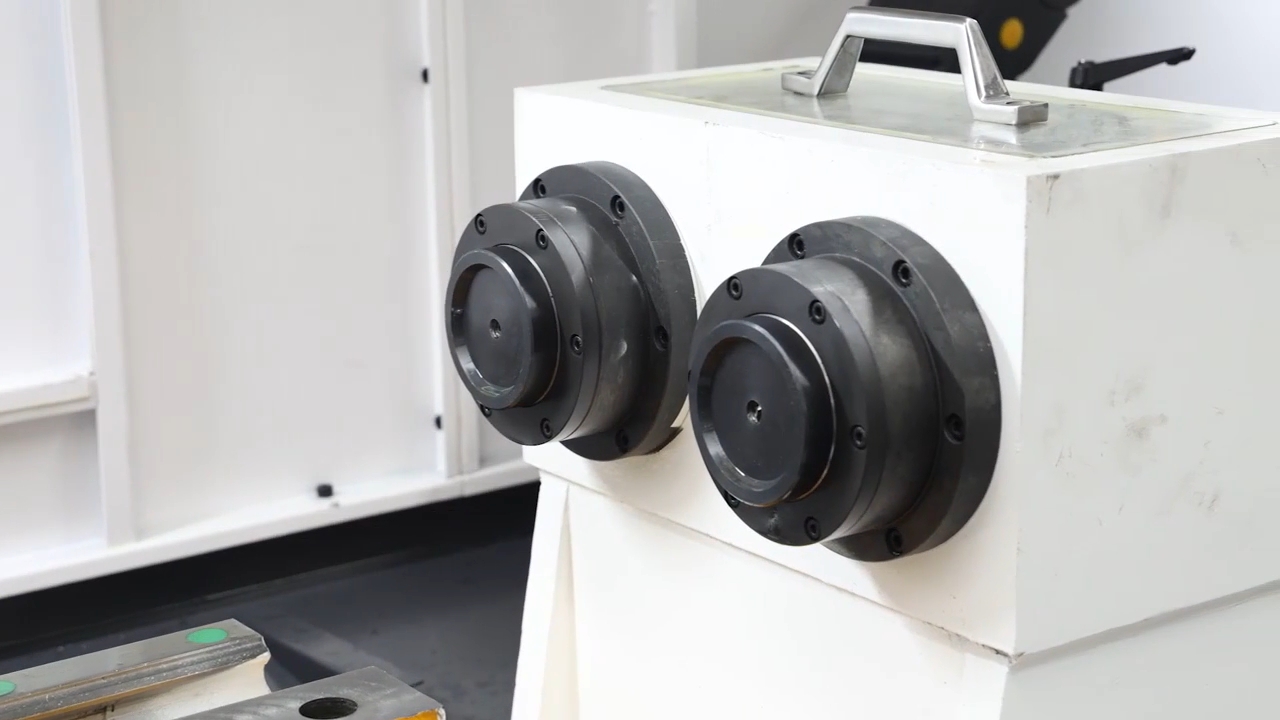
钻杆箱部分
钻杆箱采用主轴电机驱动,主轴最高转速 7000r/min,刀具旋转速度可根据孔径和材料进行调整。
Z 轴进给系统
Z 轴采用伺服电机驱动滚珠丝杠副,配合滚动直线导轨,实现平稳、精准的刀具纵向进给。
导向架系统
导向架前端装有锥盘,对工件进行支撑和定位,同时对枪钻钻头起导向作用,有利于控制孔偏斜。
冷却过滤系统
配备高压泵组、自动排屑机、油温控制器、网式和纸质过滤系统,为枪钻加工提供高压、大流量、高清洁度切削液。
液压系统
液压系统用于控制床头箱顶紧和松开工件,导向架内部设有密封结构,降低冷却油飞溅对轴承的影响。
自动润滑系统
钻杆箱主轴轴承、拖板导轨、滚珠丝杠螺母等部位采用自动定时定量润滑,并具备低油位报警功能。
安全防护
机床采用全封闭式防护罩,前后侧配置活动门,后侧中间双开门可拆卸,便于大型工件吊装和现场维护。
六、加工流程
步骤 | 流程 | 说明 |
1 | 工件装夹 | 将工件装配到托架上,以工件两端倒角定位。 |
2 | 液压顶紧 | 液压系统控制床头箱套筒顶紧工件端面,锥盘夹紧。 |
3 | 开启冷却 | 启动高压冷却泵组,为枪钻加工提供切削液。 |
4 | 启动主轴 | 床头箱驱动工件旋转,钻杆箱驱动刀具反向旋转。 |
5 | Z 轴进给 | 数控系统控制刀具按设定参数进给钻削。 |
6 | 到位退刀 | 钻削到设定位置后,冷却停止,刀具自动退回,导向套松开。 |
七、主要配置
序号 | 配置名称 | 品牌/厂家 |
1 | 滚珠丝杠副 | 台湾上银 |
2 | 滚动直线导轨 | 台湾上银 |
3 | 数控系统 | 西门子 808D |
4 | 机械密封装置 / 高速回转接头 | 意大利罗拓斯福 |
5 | 油温自动控制器 | 天津福瑞泽或三河同飞 |
6 | 自动排屑机 | 烟台重阳或山东庆云机床附件厂 |
7 | T 型槽工作台 | 国产 |
8 | 自动润滑装置 | 宁波三浪 |
9 | 钻杆箱主轴轴承 | NSK |
10 | 主要电器元件 | 正泰电器或德力西 |
11 | 机床电控柜 | 正泰电器或德力西 |
八、产品优势总结
优势方向 | 具体说明 |
精度稳定 | 孔偏斜度 0.2mm/500mm,孔径精度 IT7~IT11,粗糙度 Ra0.8~3.2μm。 |
效率提升 | 双头加工结构,适合批量化小孔深孔零件生产。 |
操作方便 | 西门子 808D 数控系统,可编程设置转速、进给和加工深度。 |
维护友好 | 自动润滑、自动排屑、油温控制和多级过滤系统,减少现场维护压力。 |
方案定制 | 可根据客户工件图纸和加工需求定制辅具、刀具和工装方案。 |