
 全国服务热线
全国服务热线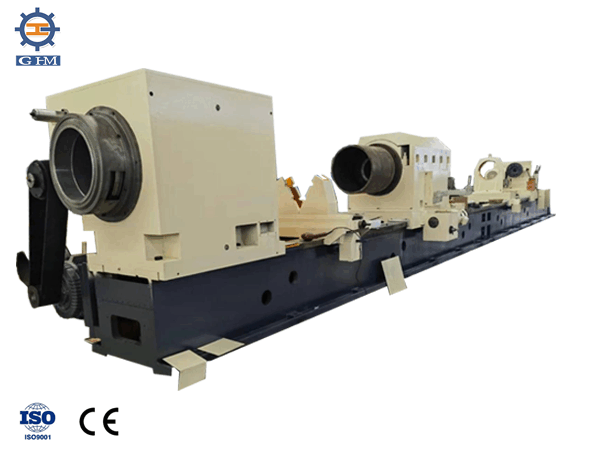

产品介绍
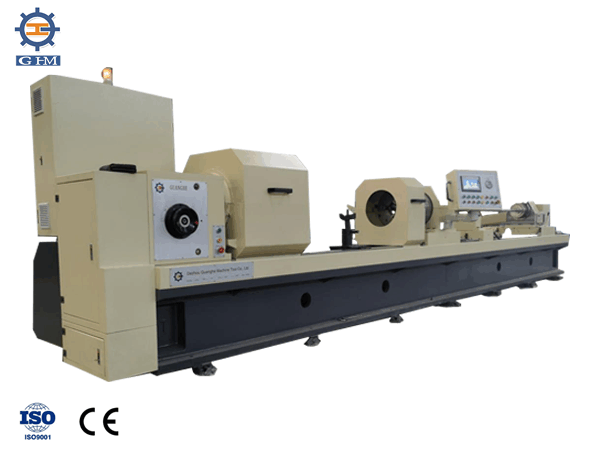
TGK2250数控深孔刮滚机床主要应用于缸筒的批量生产,采用刮削-滚光工艺用于各种缸筒内孔表面的精密加工。也可用于热轧缸筒的镗削-刮削-滚光组合加工。其加工孔径精度IT7~IT10级,表面粗糙度不大于Ra0.2-0.4μm。
TGK2250数控深孔刮滚机床采用工件固定,刀具旋转进给的加工方式。床体采用双矩形导轨,授油器通过液压控制定位顶紧工件和松开工件,通过电机轴向快速退回。采用台湾涌镇液压站。冷却系统采用地上油箱结构,过滤方式采用排屑机-磁性分离器过滤方式。机床配备德国SIEMENS数控系统,拖板采用齿轮齿条进给和快速移动。机床配备高效率自动涨缩组合刀具,其加工效率是传统深孔机床的3~5倍。
主要技术参数
项目名称 | TGK2250 (1-8m) |
|---|---|
镗孔直径范围 (mm) | 200-500 |
镗孔最大深度 (mm) | 500-8000 |
机床导轨宽度 (mm) | 755 |
中心高度(从平导轨至主轴中心) (mm) | 650 |
进给速度范围 (mm/min) | 10-3500 (无级) |
镗杆箱主电机 | N=75kW CTB交流主轴电机 |
主轴箱转速范围 (r/min) | 10-500 两档无级 |
工件夹持范围 (卡盘) (mm) | 250-625 |
进给电机 | N=7.5kW 交流伺服电机 |
数控系统 | SIEMENS 808 |
液压泵电机 | N=2.2kW n=1440r/Min |
冷却泵电机 | N=11kW n=1440r/Min 2组,1组采用变频控制 |
冷却系统额定压力 (Mpa) | 0.6 |
冷却系统流量 (l/min ) | 100-1500 (两组,一组变频控制) |
其它非标配规格
(1)可以采用推镗-拉滚组和刀具,用于精密冷拔管或者粗镗后热轧管的加工,加工直径余量不大于1.5mm,推荐使用韩国进口刀具。
注:采用镗削-刮削-滚光加工一般不超过3m。